





铸铁闸门安装技术要求
(1)闸门及其门槽埋设件的安装,应按施工图纸的规定进行。
(2)闸门的埋设件安装,应符合DL/T5018-2004第9.1.3条、第9.1.4条和第9.1.10条至第9.1.13条的规定。
(3)闸门现场拼装前应制定严格控制焊接变形的拼装焊接工艺方案,报监理人批复后方可实施。
(4)闸门主支承部件的安装调整工作应在门叶结构拼装焊接完毕,经过测量校正合格后方能进行。所有主支承面应当调整到同一平面上,其误差不得大于施工图纸的规定。
(5)闸门水封装置的安装技术要求,应符合DL/T5018-2004第9.2.3条至第9.2.7条的规定。
(6)闸门安装完毕后,应埋件表面和门叶上的所有杂物,特别应注意不锈钢水封座板表面的水泥浆。在滑道支承面和滚轮轴套涂抹或灌注润滑脂。
(7)经监理人检查合格的闸门及门槽埋件,方能按第13.2.6条规定进行涂装修补。
(8)闸门安装完毕,应作静平衡试验。试验方法为:将闸门**地吊离地面100mm,通过滚轮或滑道的中心测量上、下游方向与左、右方向的倾斜,其倾斜值不得大于5.0mm当超过上述规定时,应予配重调整。

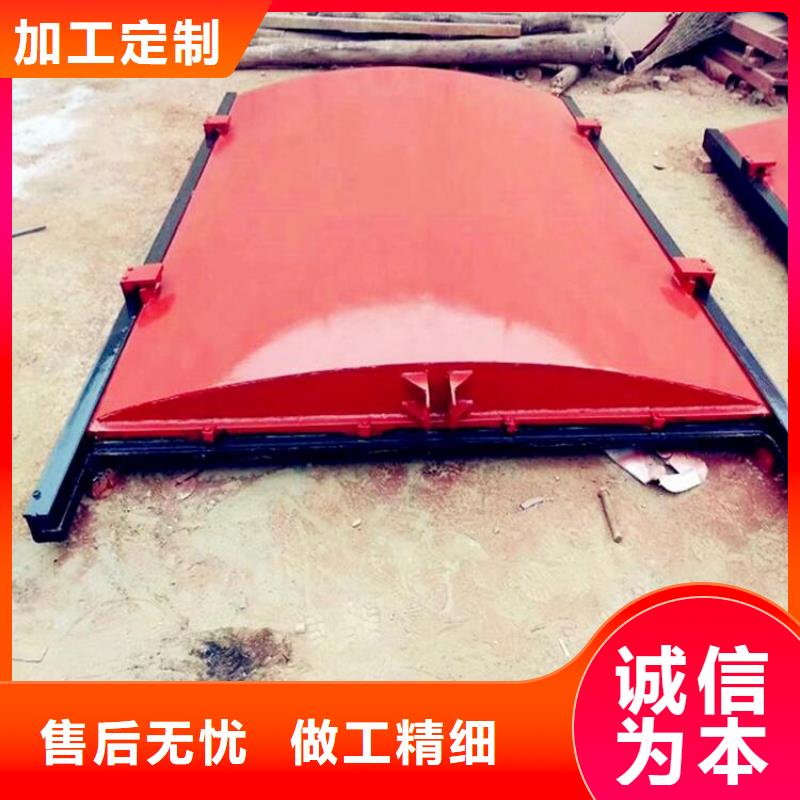
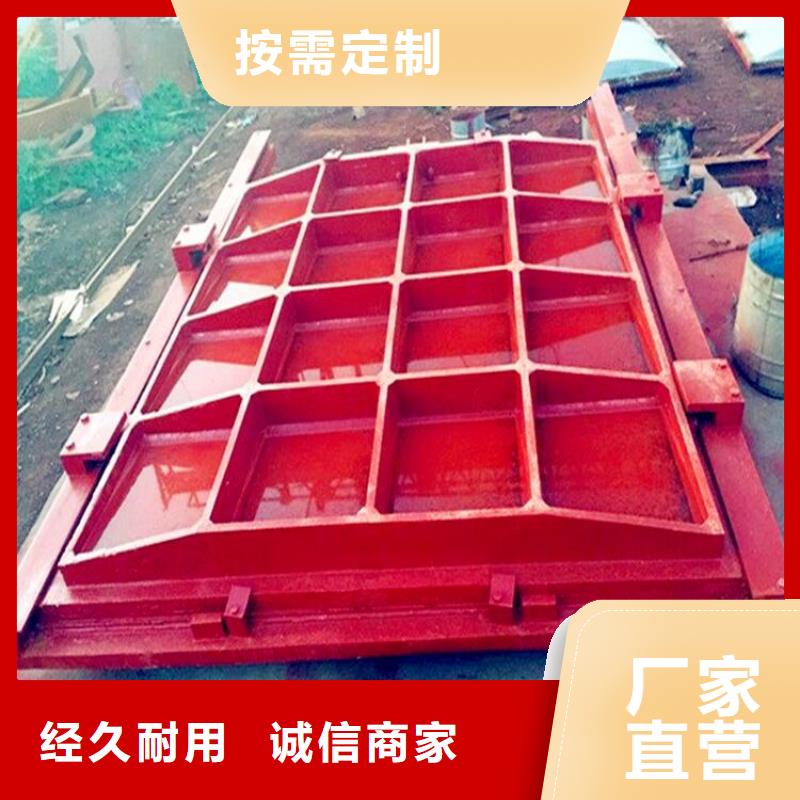
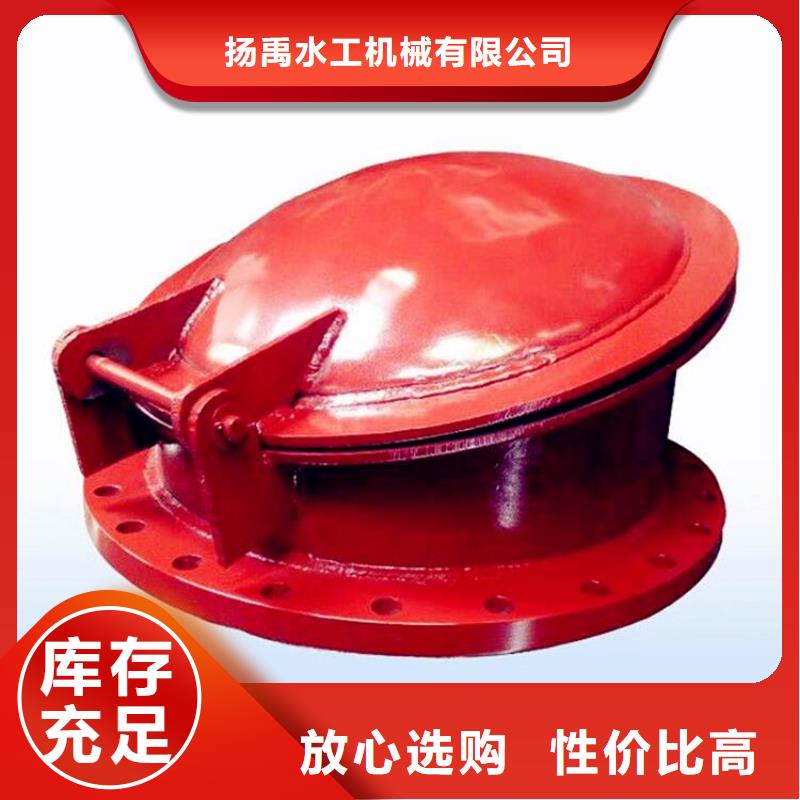
附壁式铸铁闸门厂A永平附壁式铸铁闸门厂A附壁式铸铁闸门厂家A附壁式铸铁闸门厂家直销 附壁式铸铁闸门工作原理:闸板是直接承受水压力的挡水构件,附壁式铸铁闸门闸框是闸板四周的支承构件,附壁式铸铁闸门同时也是闸板上下运动的滑道,滑道以外部分镶嵌于闸墩及闸底的二期混凝土中,将闸板所承受的水压力均匀地传递到闸墩及闸室底部。闸框迎水面四周与闸板框四周背水面接触处经机械精制、加工刨光后平直光滑、贴合严密,使结合面、止水面与运动滑道合三为一。在启闭机作用下,当闸门启闭运行时,紧闭斜铁和闸框滑道确保闸门的纵横运行轨迹,在水压力和紧闭斜铁的双重作用下,确保闸板运行平稳,使闸板与闸框滑道紧密贴。 附壁式铸铁闸门铸铁闸门用于关闭和开放泄(放)水通道的控制设施。水工建筑物的重要组成部分,可用以拦截水流,控制水位、调节流量、排放泥沙和飘浮物等。 附壁式铸铁闸门闸门应注意闸板的上、下极限位置,不能超限,以免损坏闸门或启闭机。闸门在起闭过程中如有异常情况应立即停止使用,及时检查修理。闸门在关闭时距闸底10公分处,暂停2分钟,让冲净底门槽内杂物,然后再将闸门关闭。螺杆式启闭机一定要保持基础布置平面水平180o;启闭机底座与基础布置平面的接触面积要达到90%以上;螺杆轴线要垂直闸台上衡量的水平面;要与闸板吊耳孔文和垂直,避免螺杆倾斜,造成局部受力而损坏机件。将启闭机置于安装位置。把一个限位盘套在螺杆上,将螺杆从横梁的下部旋入启闭机,当螺杆从启闭机上方露出后,再套上限位盘。螺杆的下方与闸门连接。启闭机的基础建筑物安装必须稳固。机座和基础构件的混凝土。 附壁式铸铁闸门(1)按制作材料划分。主要有木质渠道铸铁闸门、木面板钢构架渠道铸铁闸门、铸铁渠道铸铁闸门、钢筋混凝土渠道铸铁闸门以及钢渠道铸铁闸门。(2)按渠道铸铁闸门门顶与水平面相对位置划分。主要有露顶式渠道铸铁闸门和潜没式渠道铸铁闸门。(3)按工作性质划分。主要有工作渠道铸铁闸门、事故渠道铸铁闸门和检修渠道铸铁闸门。(4)按渠道铸铁闸门启闭方法划分。主要有用机械操作启闭的渠道铸铁闸门和利用水位涨落时渠道铸铁闸门所受水压力的变化控制启闭的水力自动渠道铸铁闸门。(5)按门叶不同的支承形式划分。主要由定轮支承渠道铸铁闸门、铰支承渠道铸铁闸门、滑道支承的渠道铸铁闸门、链轮渠道铸铁闸门、串辊渠道铸铁闸门、圆辊渠道铸铁闸门等。 附壁式铸铁闸门铸铁镶铜闸门是我厂吸收国内外先进结构和工艺,而进行设计改进的一种给排水和污水处理的理想设备。本闸门的制造加工符合CJ/T300-1992标准和美国AWWA标准。广泛应用于市政、石油、化工、电站、冶金、煤碳、轻工、食品、、水利、污水处理等给排水工程中。对公称压力为0.1Mpa以下的用在管道口和交汇窖井、泥沙地、污水渠道、原站井水口、清水池等,用以截止、疏通水流或调节水位。并可与手动、电动、液动启闭机组合配套使用,实现现场操作或远距离集中控制,还可与微机联动控制。本闸门是由门框、闸板、导轨、密封条、可调整密封机构等部件组成。本闸门具有结构简单,密封性好、耐磨性强、操作简单、安装方便,使用寿命长、规格齐全、适应性广等特点。 附壁式铸铁闸门直接用膨胀螺丝或化学螺丝安装,把铸铁闸门整体(注意铸铁闸门和铸铁闸框必须是一体的不能拆开)吊装在出水口墙壁上,用膨胀螺丝或化学螺丝把铸铁闸门框钉在墙上,不做任何水泥浇筑。
铸铁闸门各工序间的时间间隔
喷砂除锈后,钢材表面应尽快喷锌,一般控制在2h内,气象条件好时,也不宜超过8h。喷锌检查合格后,应立即进行涂漆封闭, 在锌层尚有余温时即涂装 遍防锈漆,以后各遍涂层必须在前一层全干透后方可进行,以免产生皱皮现象,通常干燥时间为6h,应按涂料说明书进行。
3.4喷涂距离与角度
喷砂喷射距离宜为150-300mm,喷射角度以45-80度为宜,这样可以边打边吹,避免直射时因砂粒反射引起相互撞击。喷锌喷镀距离为150-200mm,喷距过小,镀层温度增高,冷却收缩易引起翘皮和脱落;喷距过大,影响锌粒喷射动能,引起镀层结构疏松,孔隙增加,降低附着力。喷射角度(喷束中心线与工作面垂线夹角)控制在25度左右,这样既可减少锌粒互相碰撞,又可防止其滑冲与飞散,从而得到紧密、牢固的镀层。涂漆喷射角度应垂直,距离以150-250mm为宜,距离增大,漆雾喷射力量减少,易飞散,影响漆膜附着力;距离减小,易使漆液集中,形成桔皮流挂。
3.5涂层遍数与厚度
一般喷锌、喷防锈漆、喷面漆均分两遍完成,喷锌 遍完成总量的70-80%,第二遍完成20-30%,喷漆两遍各完成总量的一半。每遍喷涂应有一定重叠量,两遍喷涂喷束应垂直交叉覆盖。

铸铁闸门广泛应用于农田灌溉、水电站、水库、水产养殖、污水处理厂、河流(水闸、大坝、渠道、涵洞、管道等)。它可用于有或无发电的平原地区;它是山区防洪、抗旱、冰块等浮物取水、蓄水、发电、排沙、回水工程的专用设备。在日常生活中,我们需要做好铸铁闸门的维护保护工作:1.铸铁闸门应注意闸门的上、下限位,不得超过限位,以免损坏闸门或启闭机。2.铸铁闸门在启闭过程中如有异常情况,应立即停止使用,并及时检修。3.当铸铁闸门关闭时,它距离闸门底部10厘米,停2分钟,让湍急的水流冲走底闸门槽内的杂物,然后关闭铸铁闸门。4.钢闸门和木结构闸门的部分金属结构,应该定期进行防锈、防腐蚀作业,用防腐油漆维修和金属常用的抗腐蚀喷锌技术维护闸门。保护处理之前,需要仔细检查生锈的外观,常见的方法有人工铲敲,用钢丝刷,喷砂等;然后按要求涂防锈油漆和油脂,涂好后擦去灰尘和酸、碱、盐残余物,可用松节油擦洗一次;可防止所有暴露在外的金属生锈,并保持干燥,使得它的表面达到了相应的一致性,便于施工操作。我们应该注意设备的使用和维护过程及其相关事项,因为这种类型的设备在我们的一些应用领域有着非常重要的作用。